


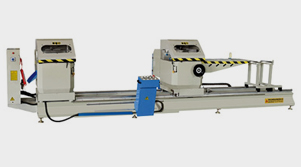





如何使用和操做斷橋鋁門窗設(shè)備雙頭鋸?這是門窗加工制作工人需要掌握的重點(diǎn)部分,,希望大家能夠仔細(xì)閱讀,。
1、門窗設(shè)備雙頭鋸的調(diào)整,。
?。?)調(diào)整壓緊氣缸的位置
將鋁合金型材放到該鋁門窗設(shè)備的工作臺(tái)面上,兩鋸頭的壓緊氣缸調(diào)整至對(duì)工件壓緊最合適的位置,,然后固定壓緊氣缸,。
(2)調(diào)整鋸片進(jìn)給速度
先以切割鋸出廠的默認(rèn)鋸片進(jìn)給速度試機(jī),,在試機(jī)過程中,,如果覺得鋸片的進(jìn)給速度不合適時(shí),可以調(diào)節(jié)工進(jìn)氣缸調(diào)速接頭,,增大或減少進(jìn)給速度,,就可得到所需要的進(jìn)給速度。
?。?)調(diào)整鋸削角度
鋁合金型材精密切割鋸按上述各項(xiàng)調(diào)整完畢,,檢查符合規(guī)定后試運(yùn)轉(zhuǎn)30分鐘。
(4)調(diào)整設(shè)備90°角的切割(鋸片伸出與工作臺(tái)面垂直),。
鋁合金型材精密切割鋸出廠前均經(jīng)調(diào)試并經(jīng)檢驗(yàn)合格,,在此可直接鋸切一鋁合金型,材檢驗(yàn)其90度角的鋸切面是否符合要求,,誤差為±10′,。如若不符合要求,可調(diào)整限位擋塊上的螺栓,。然后再重復(fù)鋸切測(cè)量,,使之滿足要求。最后注意要鎖緊切割鋸上的螺母,。
?。?)調(diào)整設(shè)備45°角的切割(鋸片伸出與工作臺(tái)面夾角成45°時(shí)設(shè)定為45°)
松開工作臺(tái)上的鎖緊手柄,擺角氣缸通氣,,45度角到位后,,鎖緊把手。鋸切型材后檢查是否符合要求(誤差為±10′),。如果不符合要求,可調(diào)整限位擋塊上的限位螺釘,,重復(fù)鋸切,、測(cè)量,使之滿足要求,。然后再鎖緊螺釘上的螺母,,擰緊鎖緊手柄。
?。?)調(diào)整型材切割長(zhǎng)度,。
角度調(diào)整完畢后,應(yīng)調(diào)整鋁合金型材的切割長(zhǎng)度,。拉動(dòng)把手帶動(dòng)右鋸頭沿圓導(dǎo)軌移動(dòng)至準(zhǔn)確位置(看標(biāo)尺指針),,刻度尺指示長(zhǎng)度即鋁合金型材短邊的長(zhǎng)度。切割完成后,,如切割后型材的長(zhǎng)度與要求長(zhǎng)度有偏差,,應(yīng)進(jìn)行微調(diào),微調(diào)時(shí),,擰緊剎車可調(diào)手炳,,轉(zhuǎn)動(dòng)微調(diào)手炳至要求尺寸。
2,、門窗設(shè)備雙頭鋸的操作,。
(1)首先大家要熟悉操作面板各個(gè)按鈕的功能。
?。?)角度與工件長(zhǎng)度調(diào)整完畢后,,按下“鋸啟動(dòng)”按鈕,待鋸頭電機(jī)運(yùn)轉(zhuǎn)平穩(wěn)后,,裝上型材,,同時(shí)按下‘夾緊’與“鋸?fù)V埂卑粹o,如遇特殊情況,,可按急停按鈕,。“鋸頭選擇”開關(guān)撥至“左”或“右”位置,,可以使左,、右鋸頭單獨(dú)工作,如撥至“雙”位置,,可以使左,、右鋸頭同時(shí)工作。工作完畢,,關(guān)閉總電源,。
上一篇:門窗設(shè)備調(diào)試注意事項(xiàng)
1、門窗設(shè)備雙頭鋸的調(diào)整,。
?。?)調(diào)整壓緊氣缸的位置
將鋁合金型材放到該鋁門窗設(shè)備的工作臺(tái)面上,兩鋸頭的壓緊氣缸調(diào)整至對(duì)工件壓緊最合適的位置,,然后固定壓緊氣缸,。
(2)調(diào)整鋸片進(jìn)給速度
先以切割鋸出廠的默認(rèn)鋸片進(jìn)給速度試機(jī),,在試機(jī)過程中,,如果覺得鋸片的進(jìn)給速度不合適時(shí),可以調(diào)節(jié)工進(jìn)氣缸調(diào)速接頭,,增大或減少進(jìn)給速度,,就可得到所需要的進(jìn)給速度。
?。?)調(diào)整鋸削角度
鋁合金型材精密切割鋸按上述各項(xiàng)調(diào)整完畢,,檢查符合規(guī)定后試運(yùn)轉(zhuǎn)30分鐘。
(4)調(diào)整設(shè)備90°角的切割(鋸片伸出與工作臺(tái)面垂直),。
鋁合金型材精密切割鋸出廠前均經(jīng)調(diào)試并經(jīng)檢驗(yàn)合格,,在此可直接鋸切一鋁合金型,材檢驗(yàn)其90度角的鋸切面是否符合要求,,誤差為±10′,。如若不符合要求,可調(diào)整限位擋塊上的螺栓,。然后再重復(fù)鋸切測(cè)量,,使之滿足要求。最后注意要鎖緊切割鋸上的螺母,。
?。?)調(diào)整設(shè)備45°角的切割(鋸片伸出與工作臺(tái)面夾角成45°時(shí)設(shè)定為45°)
松開工作臺(tái)上的鎖緊手柄,擺角氣缸通氣,,45度角到位后,,鎖緊把手。鋸切型材后檢查是否符合要求(誤差為±10′),。如果不符合要求,可調(diào)整限位擋塊上的限位螺釘,,重復(fù)鋸切,、測(cè)量,使之滿足要求,。然后再鎖緊螺釘上的螺母,,擰緊鎖緊手柄。
?。?)調(diào)整型材切割長(zhǎng)度,。
角度調(diào)整完畢后,應(yīng)調(diào)整鋁合金型材的切割長(zhǎng)度,。拉動(dòng)把手帶動(dòng)右鋸頭沿圓導(dǎo)軌移動(dòng)至準(zhǔn)確位置(看標(biāo)尺指針),,刻度尺指示長(zhǎng)度即鋁合金型材短邊的長(zhǎng)度。切割完成后,,如切割后型材的長(zhǎng)度與要求長(zhǎng)度有偏差,,應(yīng)進(jìn)行微調(diào),微調(diào)時(shí),,擰緊剎車可調(diào)手炳,,轉(zhuǎn)動(dòng)微調(diào)手炳至要求尺寸。
2,、門窗設(shè)備雙頭鋸的操作,。
(1)首先大家要熟悉操作面板各個(gè)按鈕的功能。
?。?)角度與工件長(zhǎng)度調(diào)整完畢后,,按下“鋸啟動(dòng)”按鈕,待鋸頭電機(jī)運(yùn)轉(zhuǎn)平穩(wěn)后,,裝上型材,,同時(shí)按下‘夾緊’與“鋸?fù)V埂卑粹o,如遇特殊情況,,可按急停按鈕,。“鋸頭選擇”開關(guān)撥至“左”或“右”位置,,可以使左,、右鋸頭單獨(dú)工作,如撥至“雙”位置,,可以使左,、右鋸頭同時(shí)工作。工作完畢,,關(guān)閉總電源,。
上一篇:門窗設(shè)備調(diào)試注意事項(xiàng)